回轉(zhuǎn)支承作為工程機(jī)械的關(guān)鍵零部件,目前市場(chǎng)上使用量近千萬(wàn)臺(tái)。回轉(zhuǎn)支承的主要失效形式主要是滾道磨損、齒面磨損、滾道裂紋和齒斷裂等,齒面裂紋或斷裂直接導(dǎo)致回轉(zhuǎn)支承報(bào)廢,滾道裂紋會(huì)加速回轉(zhuǎn)支承的損壞,大大降低回轉(zhuǎn)支承設(shè)計(jì)壽命。本文選取回轉(zhuǎn)支承滾道軟帶使用過(guò)程中早期裂紋進(jìn)行分析,并提出預(yù)防措施。
1.裂紋產(chǎn)品描述
本文產(chǎn)生裂紋產(chǎn)品是用于6t挖掘機(jī)的回轉(zhuǎn)支承,回轉(zhuǎn)中心直徑為730,滾動(dòng)直徑為22mm。為了測(cè)試回轉(zhuǎn)支承的使用壽命,采用如圖1所示方式模擬實(shí)際使用工況進(jìn)行加載試驗(yàn),加載30000轉(zhuǎn)后發(fā)現(xiàn)軟帶區(qū)裂紋。

- 圖1 承載試驗(yàn)示意
(1)原材料 該產(chǎn)品材質(zhì)為S48C環(huán)件,原材料為圓柱連鑄軋圓鋼錠。經(jīng)碾環(huán)成型,再經(jīng)調(diào)質(zhì)處理。
(2)產(chǎn)品加工工藝 產(chǎn)品加工工藝流程:毛坯UT→粗車(chē)外形→加工堵塞孔→配堵塞→鉆錐銷(xiāo)孔→配錐銷(xiāo)→粗車(chē)滾道→滾道淬火→回火→MT→…
該產(chǎn)品工藝采用掃描感應(yīng)淬火,淬火后進(jìn)行180~200℃低溫回火,再進(jìn)行MT探傷。由于該產(chǎn)品掃描感應(yīng)淬火工藝原因,必須在堵塞處預(yù)留一工藝軟帶,如圖2中兩條線之間所示。該產(chǎn)品進(jìn)行探傷后未發(fā)現(xiàn)裂紋后進(jìn)行后續(xù)加工。

- 圖2 工藝軟帶
2.裂紋分析
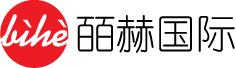
(1)裂紋金相檢測(cè)? 產(chǎn)品經(jīng)加載試驗(yàn)后,將產(chǎn)品進(jìn)行拆檢,發(fā)現(xiàn)產(chǎn)品存在兩條裂紋,一條位于堵塞孔邊緣處,一條位于熱處理過(guò)渡區(qū)。兩條裂紋均位于工藝預(yù)留軟帶區(qū),且軟帶區(qū)域內(nèi)存在著明顯的磨損痕跡。滾道其余位置未見(jiàn)異常,內(nèi)置滾動(dòng)體未見(jiàn)異常。
將裂紋沿著滾道圓周方向進(jìn)行線切割后進(jìn)行金相檢測(cè),并在滾道未見(jiàn)異常區(qū)域取樣驗(yàn)證掃面感應(yīng)淬火質(zhì)量符合性。裂紋外觀形貌及裂紋顯微形貌如圖3~5所示。
- 圖3 裂紋位置
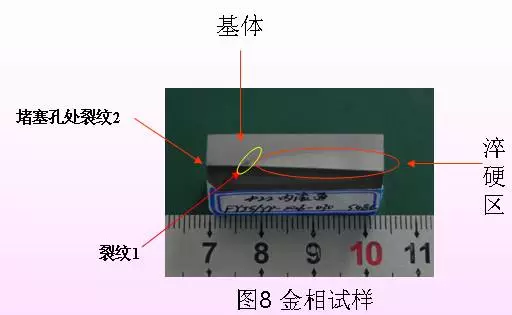
- 圖4 裂紋1金相照片(100×)
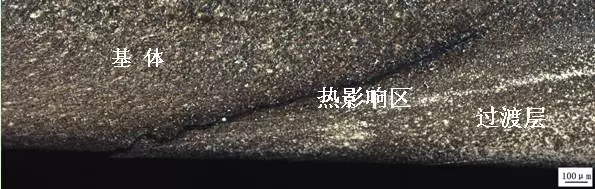
- 圖5 裂紋2金相照片(100×)
(2)淬火質(zhì)量符合性檢測(cè)? 該產(chǎn)品對(duì)掃描淬火質(zhì)量要求為:硬度要求在55~62HRC,淬硬層深度不小于2mm(硬度不低于45HRC),感應(yīng)淬火金相組織級(jí)別為3~7級(jí),無(wú)裂紋等缺陷。
對(duì)該產(chǎn)品進(jìn)行金相檢驗(yàn),硬度為55.9~56.4HRC,淬硬層深度為3.03~3.26mm,感應(yīng)淬火金相組織級(jí)別為4級(jí),經(jīng)MT探傷無(wú)裂紋等缺陷。淬硬區(qū)金相組織如圖6、7所示。
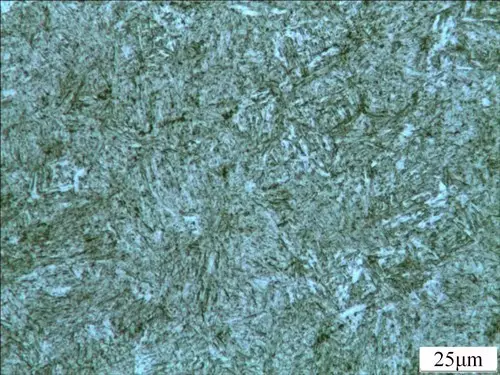
- 圖6 淬硬區(qū)金相照片(400×)
- 圖7 淬硬區(qū)金相照片(100×)
(3)軟帶符合性檢測(cè)? 行業(yè)標(biāo)準(zhǔn)《JB/T2300—2011回轉(zhuǎn)支承》和《JB/T10839—2008建筑施工機(jī)械與設(shè)備單排球式回轉(zhuǎn)支承》對(duì)軟帶具有明確的技術(shù)要求:軟帶寬度指的是軟帶兩端滾道中部硬度為50HRC處之間的距離;帶有堵塞孔的套圈軟帶寬度應(yīng)不大于堵塞孔直徑加35mm。
該產(chǎn)品堵塞孔直徑為27mm,則該產(chǎn)品軟帶寬度控制標(biāo)準(zhǔn)為小于等于62mm。按照上述標(biāo)準(zhǔn)對(duì)軟帶寬度進(jìn)行檢測(cè),回火帶寬度為44.2mm,符合標(biāo)準(zhǔn)規(guī)定。
(4)裂紋原因分析? 感應(yīng)淬火產(chǎn)生裂紋的影響因素主要有原材料質(zhì)量不合格、熱處理工藝參數(shù)不當(dāng)?shù)仍颉膱D3~圖5裂紋所處位置看,裂紋不在淬硬區(qū),裂紋1(見(jiàn)圖4)位于淬硬層起始位置,裂紋2(見(jiàn)圖5)在堵塞孔邊緣處。
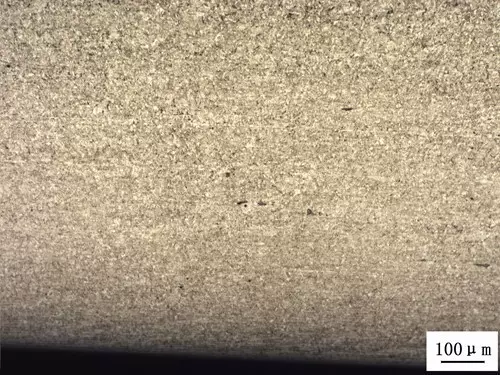
對(duì)原材料化學(xué)成分、基體組織和力學(xué)性能進(jìn)行了檢測(cè),未發(fā)現(xiàn)異常,均符合標(biāo)準(zhǔn)和技術(shù)要求(如表1、表2、圖8)。
表1?原材料化學(xué)成分
| 元素 | 標(biāo)準(zhǔn)(%) | 實(shí)測(cè)(%) |
| C | 0.47~0.51 | 0.488 |
| Mn | 0.65~0.90 | 0.834 |
| Si | 0.15~0.35 | 0.236 |
| Cr | 0.10~0.20 | 0.147 |
| Mo | ≤0.25 | 0.0214 |
| Ni | ≤0.20 | 0.0325 |
| Cu | ≤0.30 | 0.0169 |
| P | ≤0.020 | 0.0121 |
| S | ≤0.020 | 0.0055 |
表2?原材料力學(xué)性能
| 指標(biāo) | 標(biāo)準(zhǔn) | 實(shí)測(cè) |
| 沖擊吸收能量KU2/J | ≥33 | 65 |
| 下屈服強(qiáng)度ReL/MPa | ≥390 | 501 |
| 抗拉強(qiáng)度Rm/MPa | ≥645 | 799 |
| 斷后伸長(zhǎng)率A(%) | ≥14 | 21.5 |
| 斷面收縮率Z(%) | ≥37 | 61 |
| 布氏硬度HBW(10/3000) | 207~262 | 222~235 |
- 圖8 基體組織(索氏體)
如前所述,淬火、回火結(jié)束后對(duì)工件進(jìn)行了全面MT檢測(cè),工件未見(jiàn)裂紋,裂紋是在工件加載后發(fā)現(xiàn)肉眼可見(jiàn)裂紋。可確認(rèn)裂紋是由于承載受力后產(chǎn)生。
裂紋1原因分析:圖4中裂紋處在基體與淬火過(guò)渡區(qū),基體組織區(qū)域發(fā)生嚴(yán)重的塑形變形(見(jiàn)圖9),過(guò)渡區(qū)出現(xiàn)了少量的馬氏體(見(jiàn)圖4)并逐步向淬硬區(qū)過(guò)渡,直至馬氏體區(qū)(見(jiàn)圖7),屈服強(qiáng)度逐漸增強(qiáng)。在基體與過(guò)渡區(qū)之間,在反復(fù)的碾壓過(guò)程中容易造成應(yīng)力集中,達(dá)到該區(qū)域內(nèi)的極限屈服強(qiáng)度后產(chǎn)生裂紋,并沿過(guò)渡層擴(kuò)展。

- 圖9 軟帶區(qū)的壓潰圖片
裂紋2原因分析:工件進(jìn)行感應(yīng)淬火時(shí)在圖5處為工藝預(yù)留回火帶,未經(jīng)淬火,組織為基體組織。從圖中可發(fā)現(xiàn)此處存在著與加載運(yùn)轉(zhuǎn)方向一致的塑形變形,組織發(fā)生嚴(yán)重的流線狀變形。由于工件承載后,因此處未淬火屈服強(qiáng)度較低,當(dāng)應(yīng)力超出材料的屈服極限后引起塑性變形,經(jīng)反復(fù)碾壓后晶粒發(fā)生滑移,在應(yīng)力作用下沿滑移面分離而造成的滑移面分離裂紋。
3.預(yù)防措施
通過(guò)上述分析可得出,該產(chǎn)品所產(chǎn)生裂紋是由于工件軟帶區(qū)承載后產(chǎn)生的工件承載失效裂紋。根據(jù)行業(yè)的試驗(yàn)研究課采用下列措施預(yù)防軟帶區(qū)裂紋的產(chǎn)生:
(1)嚴(yán)格控制堵塞與堵塞孔的配合間隙。
(2)對(duì)軟帶區(qū)進(jìn)行磨凹處理。
