
Profiroll螺紋和型材滾軋機經濟型滾絲機R25.1為自動化做好準備
“經濟型”滾絲機之所以得名,主要是因為它能夠在經濟型制造解決方案和生產線上完美地工作。
所提供的控制技術與剛性液壓裝置相結合,提供不受限制的自動化連接,周期時間短,由于使用PRS(螺距參考系統PRS?),在模具轉換期間僅需幾秒鐘即可找到螺距。
此外,提供的技術舒適包允許每個客戶創建他的個性化滾動系統。
Profiroll螺紋和型材滾軋機的整體特點是:
靜態和動態非常堅硬的鑄鐵c型框架
最容易接近開放的工作區域
以便插入和提取零件在轉換過程中最容易接近
軋制力從50kN到1000kN 進給和過進給軋制
一個為操作員需求而創建的驅動和控制系統
Profiroll螺紋和型材滾軋機經濟型滾絲機:
PR 5e PRS
PR 15e PRS
2-PR 15e PRS
PR 30e PRS

Profiroll螺紋和型材滾軋機經濟型滾絲機特點:

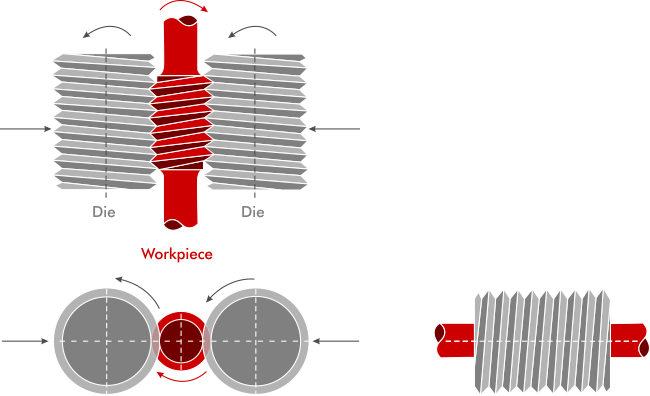
直通模具有3個不同的區域:導入,校準區域和引出。圖中沒有任何鉛的凹槽模具。導角是由模具旋轉引起的。
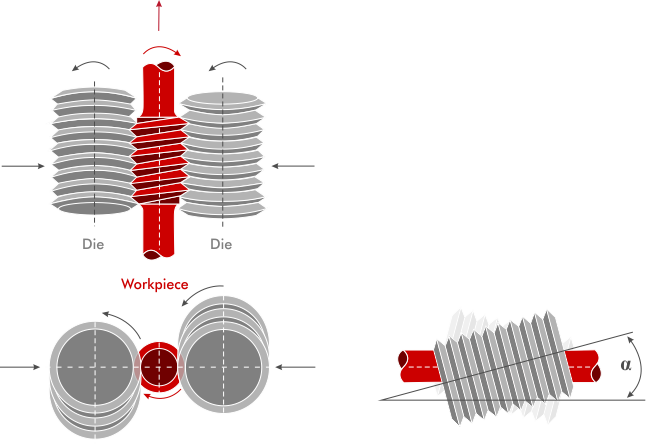
鉛修正模具不同于槽型模具。他們的側寫里有條線索。此外,這些模具是旋轉的。模具的超前角與回轉角之和=工件的超前角。
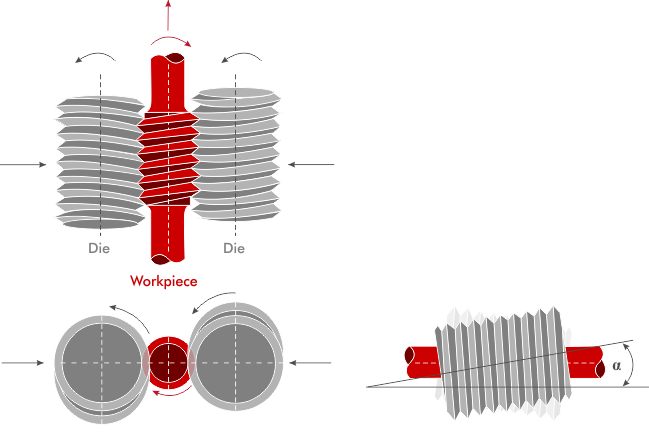
鉛修正模具不同于槽型模具。他們的側寫里有條線索。此外,這些模具是旋轉的。模具的超前角與回轉角之和=工件的超前角。


