M1030-E噸位監測儀
具有成本效益的噸位監測器,可保護壓機和模具免受噸位過高和過低的影響

- 2 個傳感器(可擴展至 4 個)安裝在一個小型面板安裝中,尺寸為 7.25“x5.5”x5.9”
- 具有 4-20 mA 輸出的噸位傳感器
- 內置傳感器完整性檢查可檢測斷線的傳感器電線
- 質量、模具、按下警報(如果發生故障情況,通常為“OFF”、“ON”
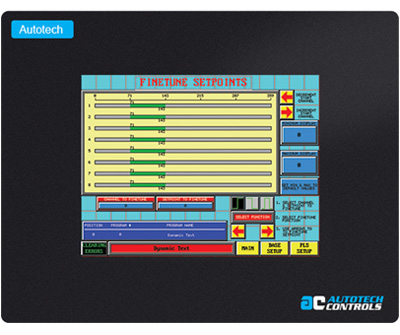
) - 比較 ON/OFF 模式(顯示“ON”,參考配置文件的比較處于活動狀態
- 收集模式(顯示“ON”表示“設置模式”
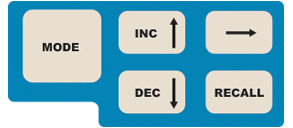
- 模式鍵(用于從一種編程查看模式切換到另一種編程查看模式
- 用于顯示噸位的窗口(以 Ton1、Ton2、Ton3 和 Ton4 顯示噸位值)
- INC 和 DEC 鍵(用于遞增/遞減數值或在選項的多個選項之間切換
- 輸入鍵(將值輸入內存或激活開始學習或重置計數器
- 向右箭頭鍵(用于在子模式或選項之間切換)
Autotech 的 Mini PLM M1030-E 可編程負載監控器是沖壓機刀具的最佳投資之一。它為壓力機負載監控提供了經濟的入口。
低成本 M1030-E 使用安裝在承重構件(如壓力柱)上的應變片來測量壓力機上的負載或噸位。M1030-E 將測得的載荷與用戶編程的沖壓保護、模具保護和工藝趨勢限制進行比較。如果測得的負載超出編程限值,Mini PLM 會斷電相應的故障安全繼電器,該繼電器可用于停止壓力機、警告操作員和/或信號主管控制。
Mini PLM 使用帶內置放大器的應變片傳感器進行噸位測量。傳感器提供與噸位成正比的電流信號。這使得傳感器的接線變得非常容易。用戶不必擔心電線的長度或
電線的分裂。
Mini PLM 有兩個計數器,用于計算總命中數以及制造的合格零件數量。如果零件在沖壓過程中沒有引起任何警報或故障,則該零件被認為是好的。
 正噸位壓力機限制
正噸位壓力機限制
此限制由用戶以噸為單位進行編程。當測量的噸位超過限制時,該裝置會斷開“正壓限位”繼電器。該限制是圍繞壓力機的額定噸位設置的,旨在保護壓力機免受過載。無法禁用此限制比較。
負噸位壓力機限制
此限制由用戶以噸為單位進行編程。當測量的噸位超過限制時,該裝置會斷開“負壓限值”繼電器。此限制旨在保護壓力機免受反向或快速穿通噸位的影響。可以禁用此限制比較。
模具保護帶
模具保護帶是通過圍繞“參考”噸位進行編程限制而創建的。在機組設置過程中,Mini PLM 會自動學習參考噸位。該裝置測量每個壓力機循環中的最大噸位,并在編程數量和命中次數上取平均值。平均噸位被視為參考。Mini PLM 為每個已安裝的傳感器維護一個參考。用戶圍繞此參考對正偏差和負偏差進行編程,以創建芯片保護帶。
過程趨勢帶或限值
過程趨勢帶的功能類似于芯片保護帶,只是過程趨勢帶的參考噸位(稱為過程趨勢帶)在設置時不是固定的。
模式
在 M1030-E 上,每個顯示器都被認為是不同的模式。《顯示模式參考》中描述了模式、顯示、按鍵響應的詳細說明。概述部分中的此列表是指參考部分中描述的模式。
鍵盤
M1030-E 有五個簡單的按鍵,用于設備的編程和操作。在《顯示模式參考》中描述了對不同模式下擊鍵的響應。