涂布工藝是一種基于對流體物性的研究,將一層或者多層液體涂覆在一種基材上的工藝,基材通常為柔性的薄膜或者襯紙,然后涂覆的液體涂層經過烘箱干燥或者固化方式使之形成一層具有特殊功能的膜層。鋰離子電池極片涂布的方式目前主要有逗號輥轉移涂布、狹縫擠壓涂布。
- 漿料性質對涂布的影響
涂布溶液的粘彈性對涂布結果的影響
涂布溶液本身的性質對涂布結果的影響很大。在你在進行涂布前,涂布溶液的剪切率 – 粘度數據是一個非常重要的考量因子。當涂布的溶液具有非常強的粘彈性,通常來講對于涂布工藝,會帶來更大的難度。
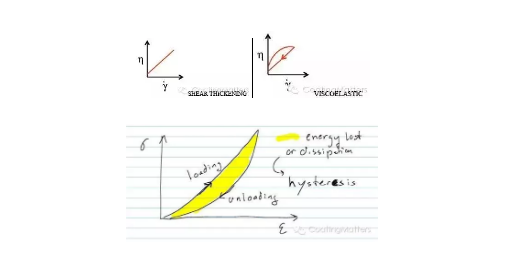
粘彈性是流體變形后粘度和彈性的反應表現,有些流體在剪切力下只有粘度的變化,而更多復雜的流體在剪切變形后有很強的回彈性能。如何去判斷一個流體的粘彈性能呢?可以通過剪切力與粘度的曲線來判斷,如下圖。當受到剪切力時,粘度有滯后現象,為粘彈體。
在壓力釋放后,流體的這種變化會很大程度上影響到涂布的效果。

那到底有怎樣的影響呢?
在狹縫式涂布時,如果溶液以較大的剪切力從涂布頭唇口擠出,或者以較快的速度涂覆,因為溶液在涂覆完成后,在壓力釋放的情況下,會有回縮,最后導致類似豎條紋的形成。甚至嚴重的情況下,溶液的回縮會造成膜的皺褶,卷曲。
那如何來避免這些缺陷呢?
在狹縫涂布過程中,我們需要非常小心地控制流體在涂布頭內部的流動,讓溶液非常均勻地從唇口流出,并且對于溶液的剪切力盡量地控制到最小。
通常來講一般的涂布溶液都有自流平的能力,而粘彈體不容易流動,所以成膜的平整性也會更低一點。
當你想涂布一種粘彈體時,必須首先充分了解這個具有更高分子量的聚合物在受力的情況下它的反應,已便更好地在涂布的過程中通過工藝的控制來抵消因此造成的缺陷。
總體來講,使該類流體在較低的剪切力下涂布是減少缺陷概率的王道!
- 涂布工藝基本問題
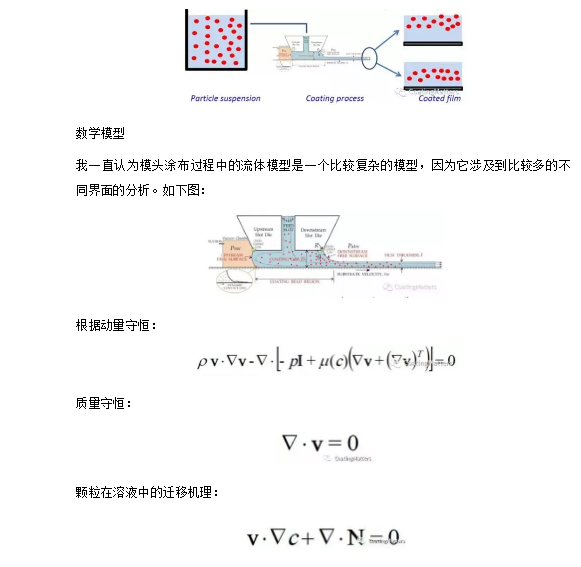
Slot Die涂布工藝中流體會涉及到壓力,粘彈力,慣性力,表面張力等,在各種力的作用下,整個流體系統達到一平衡,形成穩定的涂布過程。
在分析流體在模頭狹縫及間隙中的受力及流量時,我們會基于潤滑理論近似模型:
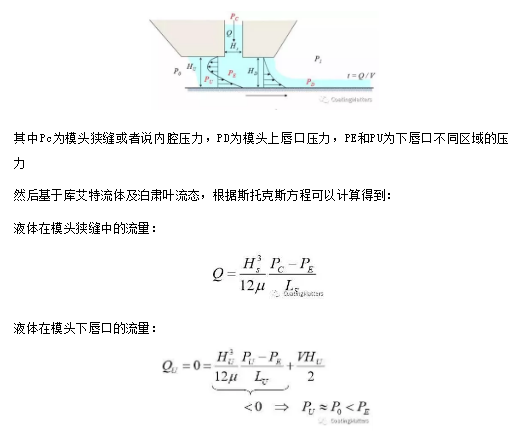
在穩定的涂布過程中,模頭下唇口的流量應當為0,只有在為0時下唇口的液滴位置才是穩定的。
然后再來看模頭上唇口的流量,相對而言,會更復雜很多。
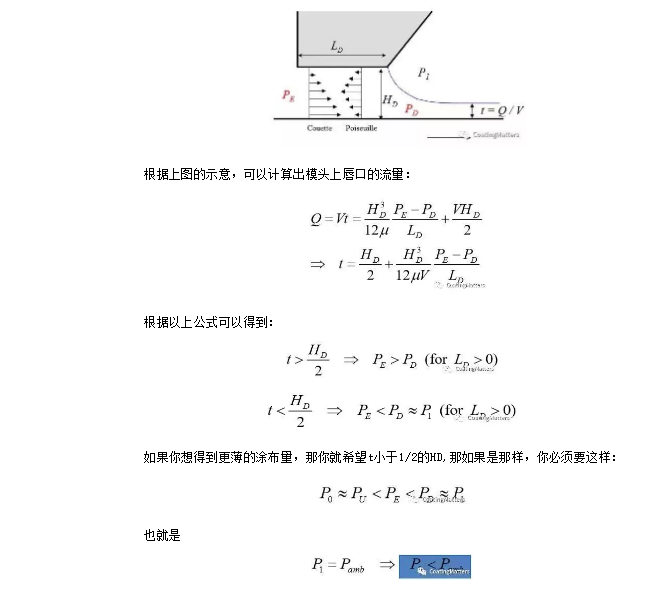
結論就是Po 小于大氣壓。如何做到小于大氣壓,那就是增加真空盒。換句話講,你要得到比較薄的涂布厚度,真空盒的使用是非常必要的。以上就是整個模頭涂布中真空盒使用的必要性的理論基礎。
含顆粒溶液的模頭涂布問題
一般簡單的研究方法是首先把溶液視作為牛頓流體,分析平均顆粒濃度與粘度之間的關系。然而,實驗數據表明,含顆粒物的溶液在用模頭(slot die)涂布時它的實際情況比想象的要復雜很多。在1987時, Leighton 和 Acrivos在試驗中發現,當溶液受到一定的剪切力時,溶液中的顆粒分布會發生不均勻的情況。對很多功能涂層來講,涂層的微結構對涂層的功能表現非常重要。
因此,在涂布工藝中對于涂層顆粒的分布情況的理解和預測就顯非常重要。
以上公式假定:
– 顆粒為堅硬球體,不可壓縮
– 忽略布朗擴散,顆粒直徑小于0.5微米
根據以上公式及假設得出如下結論
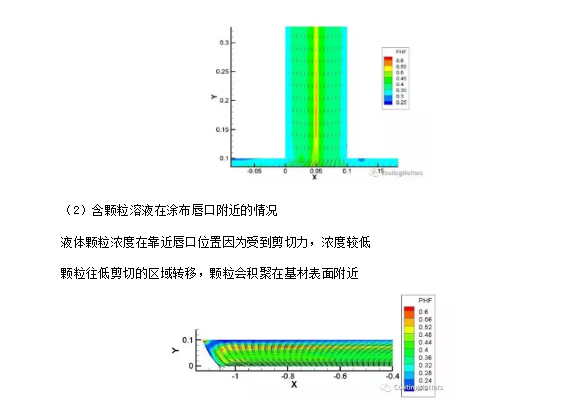
(1)含顆粒溶液在涂布狹縫中的情況
靠近狹縫壁附近因為受到高剪切力,顆粒的濃度比較低
狹縫中間位置的顆粒濃度最高,有可能會發生團聚現象
3、多層共涂技術
在一個基材上同時涂上多層,這多層還不混起來,還能烘干,這工藝很牛。本文講講用狹縫涂步(Slot Die)同時涂2-3層需要注意的一些東西。如果要一次非得涂個3 層以上不可,那只能上斜坡涂布 (Slide Die)了,如封面圖,多層共涂之前主要用在感光膠卷膜的生產中,所以相關的很多專利也是當時柯達的。

因為在多層共涂的工藝中,需要同時涂多層溶液,所以需要每一層要涂的溶液有一套獨立的泵送系統,并且每套泵送系統同時又是計量系統,當然泵的類型和尺寸需要根據每個溶液的特性選擇。
多層共涂的關鍵在于溶液在從涂布頭出來涂到基材上不能相混。如何做到呢?
表面能……
上層溶液的表面能必須低于下層溶液的表面能,可以通過表面活性劑調整來達到這個目的。每一層溶液間必須有足夠的表面能差,才能做到溶液之間發生層化(Stratification)。
σtop?< σbottom
多層共涂的挑戰主要有以下幾點:
(1)涂層間的接觸界面 如何避免涂層在涂布間隙中產生混流
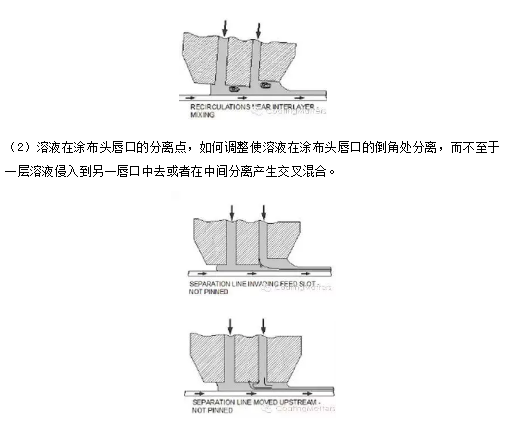
(3)粘度的差異會影響層與層之間是否會交叉混合,在涂布和固化的過程中需要考慮溶液應力的釋放,從而造成層混。
(4)表面能的差異,除了以上提到的這些,最后需要考慮的溶液在不同層之間的潤濕及溶液與基材之間的潤濕。
另外還有非常的關鍵的因素需要考慮,那就是當涂布厚度小于涂布間隙的1/3時,涂層的相混會很容易發生.
現在,多層共涂我們考慮更多的是溶液本身的特性,而對工藝的細節討論比較少。隨著技術的發展,在不久的將來,多層共涂將會成為節約成本的不二選擇。
- 涂布缺陷分析
1、”凝膠“ 缺陷的形成及解決方法
“凝膠”缺陷常見于涂布工藝中。缺陷外觀為圓形或橢圓形的小圓點,通常可以用肉眼,或者在顯微鏡下看到缺陷的圓點中心位置有一個膠狀的顆粒。
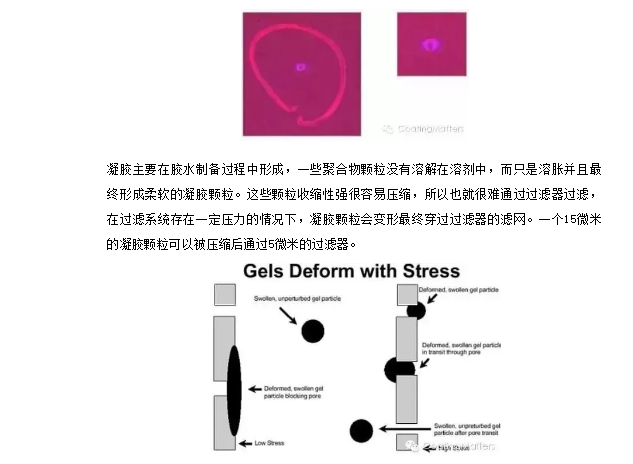
最好的解決凝膠的方法當然是盡可能的在制備膠水階段讓聚合物完全溶解在溶劑中。聚合物的充分溶解通常需要特殊的處理方式。如有些情況下需要對溶劑與聚合物預混,雙組分溶劑有時候對聚合物的溶解也有幫助,另外必須嚴格遵守在制備膠水階段各成分的添加順序,優化反應的溫度曲線也是控制凝膠的關鍵。最后在涂布的過程中,泵膠系統盡量保持較低的壓力,可以讓過濾器有效地過濾掉盡可能多的凝膠。
2、表面張力方面的缺陷
涂布過程的主要問題,歸根結底基本上就是研究固體基材和涂布液體之間的各種表/界面的性質。今天就簡要介紹一些與表面張力相關的一些涂布缺陷或者說現象:
(1)橘皮現象
在涂布過程中由于涂布溶液中的溶劑揮發,不同的區域產生了溫度差,同時溶液的表面和底層的溶劑因為揮發速度的不同,溶劑含量也發生了濃度差,造成了表面張力的梯度及自然對流的現象,涂布溶液由低表面張力的地方流向高表面張力的地方,最終造成了涂布表面的不平整或者說橘皮現象。如果烘箱的干燥速率過快,或者說烘箱的熱風風速過快,,都會造成溶液在流平前就提早固化,形成這種缺陷。

真的橘皮和涂布膜面橘皮
減少該類缺陷的方法:
降低干燥速率,讓溶液可以有足夠的時候可以流平
換個溶劑試試
在溶液里加一些低揮發的溶劑
加表面活性劑
(2)厚邊
在涂布后,由于涂布溶液的邊緣的地方溶劑揮發的速率也相比內部的區域更快,因此造成低表面張力區的涂布溶液流向邊緣而堆積,使得邊緣的地方過厚的現象。
(3)針孔及火山口
由于在涂布過程中涂布基材由于受到較低表面張力的物體的污染, 如油滴,灰塵等,而使污染物周圍的涂布溶液流向較高表面張力的方向,形成了像火山口一樣的缺陷。如果污染物是在涂布之前就已經存在在基材上了,則會形成類似于針孔一樣的缺陷。

| 粘度指標 | 測量范圍 | From 0 – 1cP to 0 – 10?9?cP over 10 models |
| 測量時間 | 1 second | |
| 測量精度 | 1% of reading or +/- 1 digit | |
| 測量重復性 | 0.3% of reading or +/- 1 digit | |
溫度指標 |
標準 | -50 °C to 150 °C |
| HT高溫性 | -50 °C to 400 °C | |
| 高溫定制 | Temperature greater than 150 / 400 °C to order* | |
壓力指標 |
標準 | 法蘭標準 |
| 高壓可定制 | To order for extreme pressure * | |
過程連接 |
標準 | 法蘭,螺紋,咔咕,ll flanges, threads, clamps, hygienic |
| 接口定制 | Non-standard process connection to order * | |
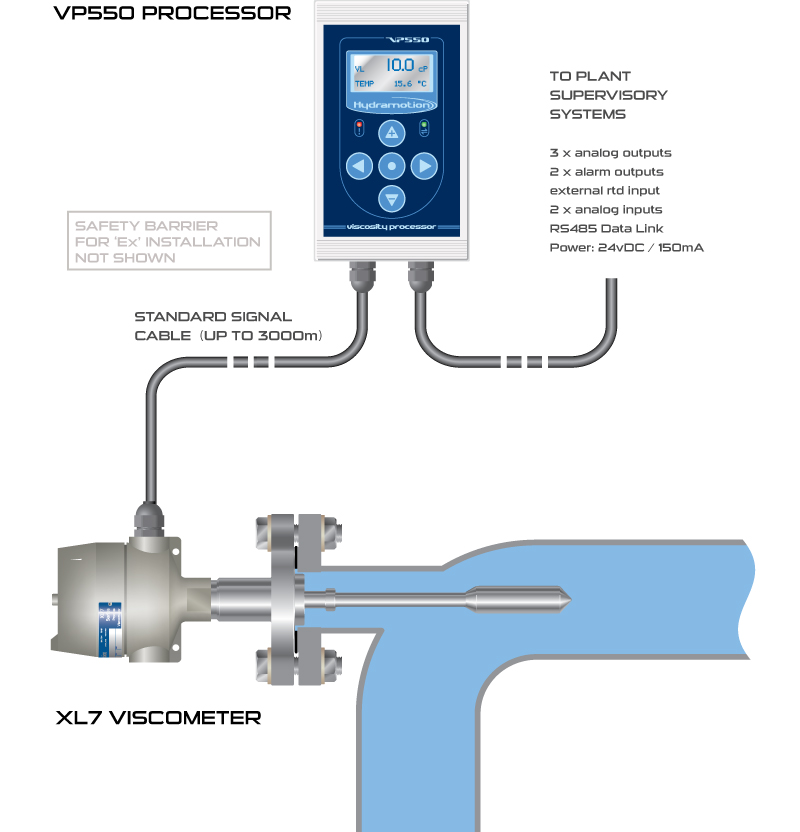
| 電氣連接 | 信號線長度 | As required – not affected by cable length up to 1000m |
| 信號線類型 | Any standard instrument cable | |
| 供電 | VP Processor powered | |
| 危險區域 | All instruments available for Ex Hazardous Area, explosive atmospheres | |
| Ga Ex ia IIC T1…T6 | ||
結構 |
All welded, crevice-free | |
材質 |
表頭 | SS316 ( EN 1.4401) |
| 安裝接口 | As Required | |
| 傳感器 | SS316 ( EN 1.4401) and SS316L ( EN 1.4404) as standard | |
| 傳感器可選材質 | Alloy C22 (EN 2.4602) | |
| Alloy C276 (EN 2.4819) | ||
| S32750 Duplex Steel (EN 1.4410) | ||
| 特殊材質 | Non-standard materials to order * | |
表面處理 |
標準 | N6 0.8 Ra |
| Finish Options | Fluoropolymer | |
| Electropolished | ||
| Electroplated | ||
| Special Finish | Non-standard finish options and coatings to order * | |
防護等級 |
Standard | IP67 |
軟件 |
ViscoLink data viewing and logging PC software | |
* 定制服務 |
Custom variations to instrument specification and dimensions routinely provided by our dedicated?Special Operations?division | |


