
隨著對 高精度、小批量、高強(qiáng)度材料的需求不斷增加, 對螺紋和型材軋制技術(shù)的要求也發(fā)生了變化。在過去,使用簡單的壓力一臺(tái) 滑塊機(jī),今天需要 一,二和三滑塊CNC/AC 機(jī)。
工程創(chuàng)新和經(jīng)驗(yàn)造就了冷軋螺紋制造技術(shù)的優(yōu)勢。今天,幾乎每種旋轉(zhuǎn)對稱輪廓都有有用的工藝和機(jī)器。在工件質(zhì)量要求、連接到自動(dòng)處理系統(tǒng)的可能性和輸出方面,異形螺紋滾絲機(jī)是杰出的。
Profiroll螺紋和型材滾軋機(jī)的整體特點(diǎn)是:
靜態(tài)和動(dòng)態(tài)非常堅(jiān)硬的鑄鐵c型框架
最容易接近開放的工作區(qū)域
以便插入和提取零件在轉(zhuǎn)換過程中最容易接近
軋制力從50kN到1000kN 進(jìn)給和過進(jìn)給軋制
一個(gè)為操作員需求而創(chuàng)建的驅(qū)動(dòng)和控制系統(tǒng)
Profiroll可靠的手動(dòng)滾絲機(jī)機(jī)型:R16.1 R25.1 R31,5.1
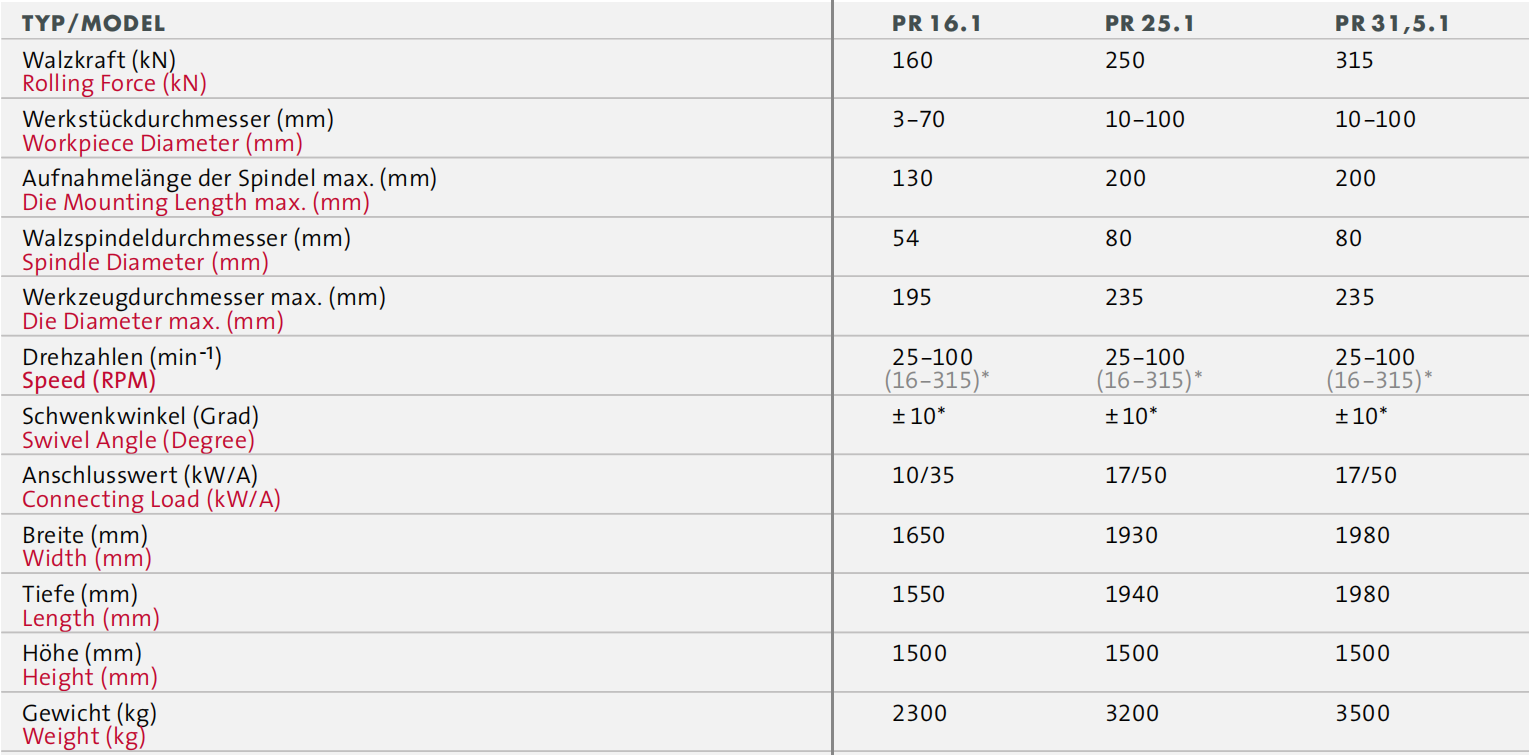
Profiroll可靠的手動(dòng)滾絲機(jī)機(jī)型特點(diǎn):
?節(jié)省空間的布局
?鑄鐵機(jī)身
?硬化滑動(dòng)導(dǎo)軌
?SPS-controler
?細(xì)齒快速匹配聯(lián)軸器
?主軸轉(zhuǎn)速范圍大
?主軸旋轉(zhuǎn)角度范圍大
?可實(shí)現(xiàn)高速軋制

Profiroll螺紋和型材滾軋機(jī)工藝
使用兩(2)個(gè)滾模的工藝,工件通常放置在支撐葉片上。至少一個(gè)(1)滾動(dòng)滑塊具有進(jìn)料運(yùn)動(dòng)以執(zhí)行成形過程。同時(shí),模具與工件接觸同步旋轉(zhuǎn),而輪廓將成形。
軋制力參數(shù):
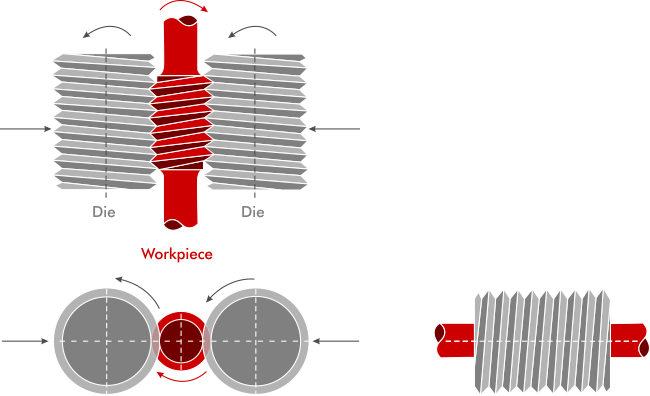
進(jìn)給軋制工藝的最大優(yōu)點(diǎn)是速度快。沒有比這更快的制造線程的方法了,尤其是大尺寸的線程。
當(dāng)工件輪廓大于最大輪廓時(shí),通常采用通進(jìn)螺紋軋制。滾模寬度。
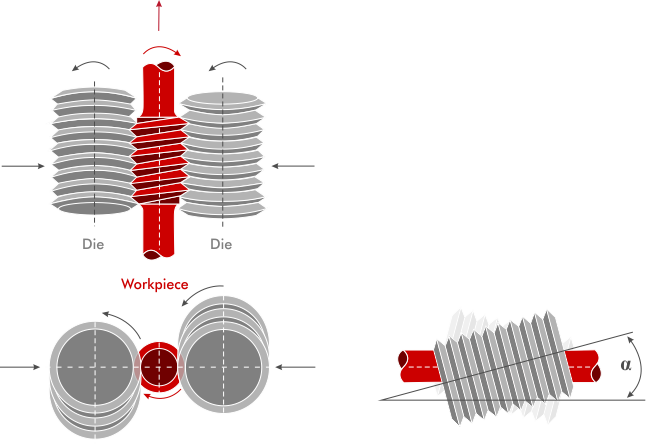
鉛修正模具不同于槽型模具。他們的側(cè)寫里有條線索。此外,這些模具是旋轉(zhuǎn)的。模具的超前角與回轉(zhuǎn)角之和=工件的超前角。
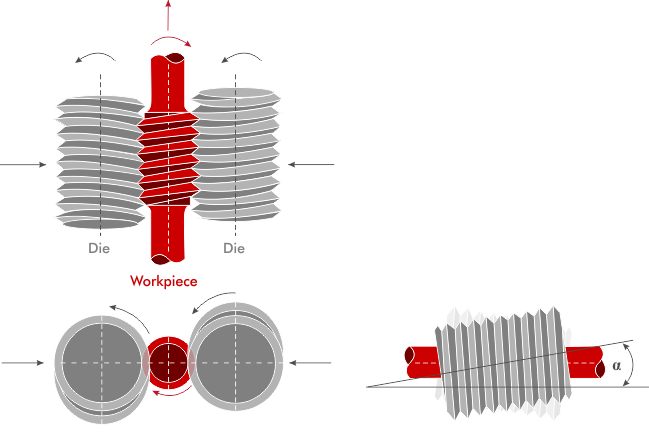
鉛修正模具不同于槽型模具。他們的側(cè)寫里有條線索。此外,這些模具是旋轉(zhuǎn)的。模具的超前角與回轉(zhuǎn)角之和=工件的超前角。


