
光伏技術發展的目標之一是持續提高太陽能電池效率,降低成本。其中太陽能電池正面金屬化工藝趨勢的要求之一是細線印刷質量,也就是在降低柵線寬度從30μm演化至 25μm, 20μm, 15μm的同時提高柵線高寬比,以此減少電極遮光面積并降低電極線電阻,最終達到減少漿料耗量、提高電池效率的結果。
因此,只有印刷工藝,網版, 漿料三者之間的完美配合才可以促成高質量的細線印刷。正銀漿料配方的調整需要考慮印刷工藝對漿料流變性的要求。
印刷過程中的漿料變化
印刷過程中刮膠在網版上以一定的角度(45-60度)將漿料以柵線平行的方向向前推進,同時對漿料施加向下壓力。漿料在網孔處被刮膠擠壓穿過絲網填入膠膜層的直線槽中,同時擠壓到硅片表面。漿料與硅片有一定的附著力,離板時在網版(包括絲網和膠膜側壁)發生斷裂,從而沉積在硅片表面。如果按網距離1.6mm,240mm/s的印刷速度計算,在每個位置的印刷過程從填充到離板少于0.05秒。
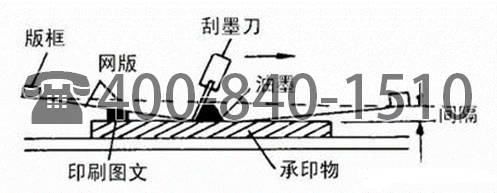
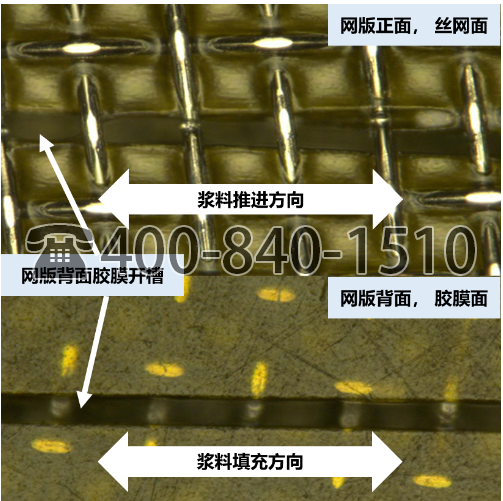
? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 印刷過程示意圖
? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?漿料配方設計
理想漿料配方設計思路之一是使漿料具備黏塑性,具體表現為使漿料具有明顯的屈服應力的假塑性流體的流變性能。
在外力低于屈服值時,漿料只呈現固體的彈性形變。漿料進入網版膠膜層后外力作用消失,漿料內部顆粒及載體間作用力重新建立從而恢復部分屈服應力。漿料在硅片上只受重力和表面張力作用,足夠的屈服應力使漿料失去流動性,線型得以保持。至于離板,高粘度的漿料主要是靠邊界滑移效應主導。邊界滑移效應是多數高固含量分散體系自身就具有的特性,載體中特殊添加劑的配合可以更加促進邊界滑移效應從而獲得更加規整的線性,也可以增加印重。
? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?流變性調整要點:屈服值調整
當外力大于組分之間的作用力時,立體結構逐漸被破壞,此時漿料呈現出非牛頓流體的粘性。漿料在此狀態下會被刮膠的機械力壓進網孔。在屈服應力高的情況下,漿料停止運動,組分結構重排,部分屈服應力也迅速恢復到相對較高值,從而使線形容易保持。但是在屈服應力過高的情況下,雖然刮膠的機械力遠高于屈服值,但漿料在刮膠前方無法形成均一的滾動。
正銀漿料球型銀粉直徑在1-3um,但表面形貌與表面積差異很大。在高固含量的體系中, 諸多因素會影響到屈服值的調整。例如:固體組分相互接觸無法避免、表面粗糙的銀粉相互接觸后重新分散受到阻礙、比表面積大的銀粉增加了組分間的接觸面積、有機載體中氫鍵結構的增加等,都會顯著增加體系的屈服值。
總之,高質量的印刷要求漿料中的組分可以隨時重新迅速分散,相對移動阻力小,失去外力時部分屈服應力可以迅速恢復。邊界滑移效應對漿料的流變測試造成干擾,尤其在高剪切率下的測量無法得到真實數據。所以,粘度觸變值與線形等印刷性的關聯無法準確的建立。
屈服值的測量是在極低的剪切率下完成的,且需要配合適當的測試硬件設置才可以排除邊界滑移效應對其的干擾。因此,漿料的調整可以把屈服值做為參照之一,以此建立與印刷性的關聯。


