RF627Smart-Weld激光焊縫跟蹤系統用于焊接自動化
該焊縫跟蹤系統專為機器人焊接系統設計,旨在焊接過程中自動控制焊槍的位置
RF627Smart-Weld 系統結構:
主要特點:
- 掃描儀直接連接到機器人控制器,無需中間計算模塊;
- 控制機器人的運動和焊接過程的整個周期;
- 流行機器人的內置接口;
- 各種類型焊接接頭的現成文件;
- 使用智能塊圖在掃描儀 WEB 界面內簡單直觀地構建工作算法;
- 3D 實時跟蹤可視化;
- 各種范圍的掃描儀套件,針對焊接條件下的工作進行了優化。
規范:
| 采樣率、精度、分辨率 | |
| 標稱采樣率(全工作范圍) | 484 個配置文件/秒(標準模式), 938 個配置文件/秒(DS 模式) |
| 最大采樣率 (ROI 模式) | 4884 個配置文件/秒, 6379 個配置文件/秒(DS 模式) |
| 線性度(測量誤差),Z 軸 | 量程的 ±0.05%(標準模式), 量程的 ±0.1%(DS 模式) |
| 線性度(測量誤差),X 軸 | ±0.2% |
| 分辨率,Z 軸 | 量程的 0.01% (標準模式) 量程的 0.02% (DS 模式) |
| 分辨率,X 軸 | 648 或 1296 點(可編程值) |
| 激光 | |
| 660 nm 或 450 nm 2M 級,符合 IEC/EN 60825-1:2014 標準 | |
| 接口 | |
| 基本 | 以太網 / 1000 Mbps |
| 同步輸入 | RS422,3 通道 |
| 電源 | 9 至 30 V 或 12 至 36 V,用于帶藍色激光的掃描儀 |
| 功耗,而不是更多 | 6 W (無內置加熱器) |
| 耐環境性 | |
| 外殼等級 | IP67 防護等級 |
| 振動 | 20 g / 10…1000 Hz,每個 XYZ 軸 6 小時 |
| 休克 | 30 克 / 6 毫秒 |
| 工作環境溫度 | -20…+40 或 -20…+80 用于帶內置空氣冷卻系統的 掃描儀 -20…+150 用于帶內置水冷系統的掃描儀 |
| 儲存溫度 °С | -20…+70 |
| 相對濕度 | 5-95% (無冷凝) |
| 外殼/窗戶材料 | 鋁/玻璃 |
| 可更換的保護窗 | 玻璃 |
工作范圍和外形尺寸:
| 范圍 | 磁共振 (MR),毫米 | SMR,毫米 | Хsmr, 毫米 | Xemr,毫米 | 尺寸、圖 | 重量,kg | 選項:風冷或水冷、拉絲、圖 | 選項:快門、人物 |
| 65/25-20/22 | 25 | 65 | 20 | 22 | 1 | 0.7 | 2 | 3 |
| 70/50-30/41 | 50 | 70 | 30 | 41 | 1 | 0.7 | 2 | 3 |
| 76/100-48/82 | 100 | 76 | 48 | 82 | 1 | 0.7 | 2 | 3 |
| 70/130-40/86 | 130 | 70 | 40 | 86 | 4 | 0.7 | 4 | 4 |
| 250/130-52/76 | 130 | 250 | 52 | 76 | 5 | 0.9 | 5 | 5 |
| 82/200-60/150 | 200 | 82 | 60 | 150 | 1 | 0.7 | 2 | 3 |
| 90/250-65/180 | 250 | 90 | 65 | 180 | 1 | 0.7 | 2 | 3 |
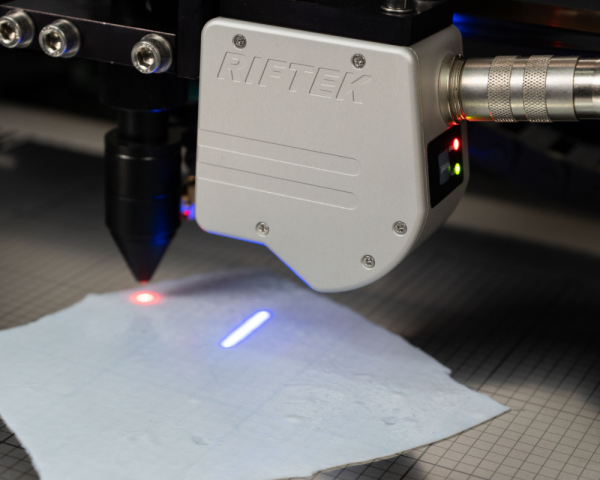
工作原理:
- 激光掃描儀安裝在焊槍旁邊的機器人法蘭上 這樣,在焊接過程中和沿焊接的運動 Groove 時,掃描儀位于焊接工具的前面。
- 校準掃描儀以獲得坐標變換矩陣。
- 使用掃描儀的 Web 界面,從 智能塊庫,采用 考慮到設備的具體情況,即機器人類型、通信協議、凹槽類型、凹槽的幾何參數 用于控制位置和應用于它們的約束的模板,等等。如果提供的文件不包含所需的 groove 模板,則用戶可以 自己或在制造商的支持下使用提供的模板編輯器創建新模板(參見 RF627Smart 用戶手冊)。
- 控制坡口跟蹤塊和焊接機器人的腳本為 正在配置。這 Control Script 提供焊接主要階段的循環執行:放置 焊接工具處于起始位置,沿 律動的開始 (搜索進入律動的入口點),帶來 該工具到凹槽的起點并生成信號到外部 系統(焊接控制器)關于需要點火和其他動作, 停止機器人移動,將坐標傳輸給機器人 工具沿焊接坡口移動,使工具到達終點 坡口并生成信號到外部系統(焊接控制器) 關于需要降低電流或熄滅電弧(和其他操作), 將工具移動到其原始位置。
- 在操作過程中,掃描儀接收到的每個配置文件都在 根據圖表指定的算法,以及以下步驟 執行:檢測焊接坡口模板以確定 精確坐標,將?坐標,在機器人坐標系中形成刀具的軌跡, 將坐標傳遞給機器人,以便移動到 軌跡。