LA2050?高速壓接接線臺式站
LA2050?是一種極其靈活、適應性極強的Spirflame?高速焊接系統,適用于各種壓接筒和線徑組合的壓接線組件。
1至20 mm2的電線尺寸確實可以通過簡單調整夾具軌道來適應。
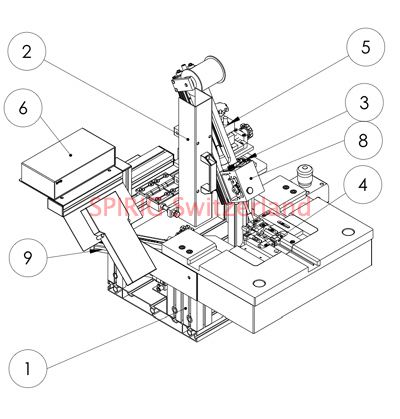
(1) 支撐氧化鋁型材結構
(2) Spirflame?熱源的熱擴散器,由水2H1O制成的人工氣體
(3) 焊絲進給器的X-Y-Z調節軌道
(4) 夾具套可以在其氧化鋁基板上以90°的步幅轉動
(5) 焊絲進給器的氣動線性上下驅動
(6) 所有HiSpeed焊接時間、送絲速度和送絲長度的數字控制
(8) 焊絲進給器
(9) 氣動驅動,將“spirflame?熱源”垂直向上移動到壓接筒中,并從壓接筒底部的“腹部”加熱。
靈活性和適應性純
LA2050非常靈活,適應性很強。
在幾分鐘內,LA2050可以很容易地適應更小或更大尺寸的線材直徑。
可應要求提供詳細圖像,網址為[email protected]
(a) 壓接/電線組合的夾具可以通過一組軌道/止動器固定螺釘輕松適應壓接/導線結構可能發生變化的所有尺寸。特殊的壓接頭可能需要一些機械調整,如可應要求提供的詳細圖像所示。
(b) 焊絲進給頭由步進電機驅動。送絲頭/送絲嘴的位置可通過手動/機械x-y-z驅動器調節。
(c) 火焰輸送頭由氣動驅動。火焰噴嘴的位置可通過手動/機械x-y-z驅動器調節。
通過(a/b/c)設置幾何/機械參數。
下一個需要的改變是選擇由(T1)加熱持續時間和既定火焰功率(火焰噴嘴尺寸和火焰氣體壓力)定義的Spirflame?加熱能量。
焊料送絲參數(延遲T2、送絲速度和送絲長度)也必須鍵入手持端子。這些數據被傳輸到數字火焰控制箱(6)中。
需要送絲延遲T2來允許零件達到焊料熔化溫度。只有這樣,焊絲才能被送入加熱部件,焊絲才會因部件中已經“等待”的熱量而熔化。100%避免了正確管理的冷焊點。
存儲通過實驗發現和建立的參數集。一旦這些參數被定義并針對某種類型的<壓接+電線>組合進行了測試,那么這些建立的參數將是有效的、可重復的,并且只要零件力學不改變,就會“永遠”工作。