型號:LA2001SS
第一個用戶友好的開發套件,允許您設計和組裝自己的Microflame焊接站。
結合一系列標準組件/功能塊,可以構建一個可靠的微火焰站。多個電子控制裝置、火焰輸送缸和焊絲進給器可以鏈接在一起,同時焊接多個接頭。
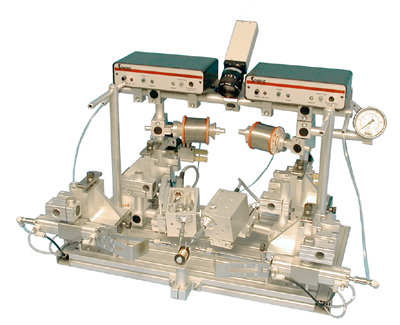
微火焰焊接系統LA2001SS
第一個用戶友好的開發套件,允許您設計和組裝自己的Microflame焊接站。結合一系列標準組件/功能塊,可以構建一個可靠的微火焰站。多個電子控制裝置、火焰輸送缸和焊絲進給器可以鏈接在一起,同時焊接多個接頭。
為了在全面生產的情況下成功均勻地焊接,一個接一個的接頭,您的非接觸式熱源必須絕對穩定,易于調節和自穩定。
從生產運行的開始到結束,擁有足夠多的熱量,精確控制焊接能力,而無需在零件上進行實際接觸,可以獲得一致的結果。
由Ernest Spirig Switzerland獨家開發和生產的SPIRFLAME?微火焰發生器是唯一具有足夠穩定性和精度的微火焰熱源,使LA2000SS微火焰焊接系統成為可能。
我們的全專利(全球)多電池電解槽最終使您能夠輕松設計和構建自己的Microflame焊接站。

火焰傳遞
SPIRFLAME?氣體發生器(有幾種型號可供選擇)將完全混合的氣體成分2份氫氣和1份氧氣a供應到特殊的火焰輸送氣缸(Z1)。氣缸桿是中空的,用于將氣體輸送到安裝在桿端的火炬組件。末端有一個旋轉式氣體軟管接頭。
火焰大小取決于火炬頭的孔口和氣體壓力。通過調節Spirflame?儀器提供的氣體壓力,可以對火焰進行精確調諧。火焰大小沒有機械調整(校準火炬頭的基本選擇除外),也沒有機械部件來混合氣體。獲得專利的多室氣體發生器使其他火焰應用設備上的這些機械裝置過時了。機械調節永遠不會允許精確和重復地設置火焰熱輸出。
SPIRFNAME?微火焰,無論大小,始終顯示相同的核心溫度水平。火焰每次釋放的卡路里量不同。這是每秒氣體流量的嚴格函數,也是完全電子控制的氣體壓力的直接函數。沒有機械師意味著會受到磨損。
SPIRFLAME?有一個針狀熱區。所有熱量都出來了。幾乎沒有側向熱輻射會損壞附近的組件。在軸向方向上,小火焰的熱量可以在厘米內感應到。火焰投射路徑中的組件必須屏蔽集中的熱輻射。
同時獲得專利的不銹鋼隔熱面罩在返回初始位置時,會被移動的氣缸桿推開,并被迫回到防護位置。



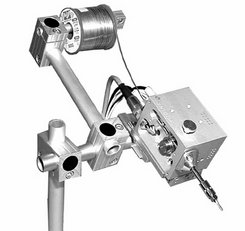
焊絲交付
焊絲輸送機構安裝在氣動滑動氣缸(Z2)上。雪橇本身有一個直徑為20毫米的管適配器,可以安裝在管狀框架系統中。這種設計的三維靈活性允許將焊絲分配噴嘴定位在焊接任務的最佳位置。
LA2000SS控制器可以在各種模式下操作該焊絲進給器。例如,在獨立模式(3)下,焊絲驅動器固定安裝,并通過柔性分配軟管分配焊絲。或者在模式(2)下,具有直接安裝的剛性分配器管的焊絲組件,整個組件在目標之間移動。或在模式(0)下與火焰輸送缸協同操作。
安裝在驅動器上的剛性進料管可以用長度不超過300毫米的帶分配噴嘴的柔性卡入式導絲軟管代替。
通過剛性驅動安裝的分配器管饋送焊絲,可以獲得更好的焊料沉積穩定性。

火焰點火器
SFZ/IG-1010.24.01
零件編號#11815
尺寸:120 x 65 x 35毫米厚。
重量:0.25公斤
電源:24 VDC
輸出:高壓
火焰點火器IG-1010.xx在向其輸入端提供24伏直流電時產生高壓電脈沖或脈沖串。
警告:高壓有觸電危險
警告:高壓會產生強烈的電氣干擾和噪音
火焰點火器IG-1010.xx模塊需要電屏蔽安裝。
發電機模塊必須安裝在封閉的金屬箱內。
高壓線最好通過安裝方便的銅管(最好是軟/磁鋼)引導。
暴露的高壓引線長度應保持在最小長度。
將管子焊接到金屬外殼上。
最好用管子將地面運送到火花位置。
電火花會通過EMF損壞附近的電子元件。
未屏蔽的安裝會干擾設備上的電子控制。

火焰探測器
SFZ/FD-110.00
零件編號#15022
尺寸:122 x 67 x 37毫米厚。
重量:0.2公斤
電源:24 VDC
輸出:繼電器觸點
兩個中性繼電器轉換觸點和一個紅色LED在檢測到火焰時亮起。通過鎖定連接器連接到2米長的可拆卸線纜,帶有自由顏色編碼的引線端。
答復:
火焰必須在0.5到1秒之間打開才能觸發繼電器。
火焰必須關閉4-5秒才能切換回繼電器。

